
Технология изготовления металлических дверей своими руками
В нынешних условиях любой желающий может без труда найти на рынке металлическую дверь сообразно своим предпочтениям и вкусам. Многочисленные фирмы предлагают изделия самых разных конструкций. Тем не менее, довольно часто возникает необходимость заняться самостоятельным изготовлением такой двери.
Металлическая дверь
Изготовление металлических дверей своими руками может быть продиктовано рядом причин:
- уникальными конструктивными или геометрическими требованиями;
- желанием применить оригинальное дизайнерское решение;
- применением специфических материалов;
- стремлением получить изделие высокого качества (как говорится, «хочешь сделать что-либо красиво – сделай это сам»);
- желанием сэкономить.
Конечно, изготовление двери из металла своими руками нельзя назвать делом легким, но имея некоторый навык, необходимые знания и инструменты, можно справиться с этой задачей за довольно короткий срок. Одно из главных условий – тщательное соблюдение последовательности операций.
Необходимые материалы, оборудование и инструмент
Для изготовления металлических дверей вам понадобятся следующие материалы, оборудование и инструмент:
- металлический уголок;
- стальной лист толщиной от 1,5 мм;
- дверные петли (их количество зависит от прочности самих петель и от веса двери);
- детали фурнитуры: замок, дверная ручка и пр.;
- материал для обшивки (фанера, доска или шпон – в зависимости от ваших предпочтений и наличия материалов);
- строительная пена;
- дрель;
- анкерные болты; ;
- болгарка с диском, предназначенным для резки металла;
- стол сварочный или козлы для сборки изделия.
Но изготовление и установка металлических дверей — дело творческое. Поэтому приведенный список в некоторой степени можно считать приблизительным: многое зависит от вида и конструкции двери, на которой вы решили остановиться. Для входной, например, двери стоит взять стальной лист большей толщины или создать конструкцию типа «сэндвич», которая состоит из двух листов стали с пенопластом или другим утеплителем между ними.
Изготовление дверного каркаса
Работы нужно начинать с точных обмеров проема. Чаще всего стандартный проем имеет ширину в 800-900 мм и высоту в 2000 мм. Для того, чтобы избежать ошибок при обмерах, необходимо «добраться» до торца стены (бетона или кирпича), сбив на коротком участке слой краски и штукатурки и сделав вырез с помощью молотка и стамески в вертикальном наличнике, если он имеется.
Эту операцию следует выполнить по всем четырем сторонам снаружи и изнутри проема. Когда вы определились с истинными очертаниями проема – можно выполнять обмеры.
После того как размеры проема точно определены, начинаем изготовление дверей металлических своими руками.
Размеры металлической коробки двери должны быть такими, чтобы между торцами стен, ограничивающими проем, и коробкой оставался зазор шириной в 20 мм. Он позволит скорректировать положение двери при установке в том случае, если проем окажется перекошенным. По завершении монтажных работ этот зазор заделывают строительной пеной.
Первым делом надо по размеру коробки нарезать уголок (с длиной полок, к примеру, 50х25 мм) нужной длины и выложить его на какой-нибудь плоскости (лучше всего на сварочном столе) в форме прямоугольника. Вместо сварочного стола можно использовать козлы выверенные на плоскостность. Чтобы убедиться, все ли углы коробки равны 90 градусам, надо промерить длины диагоналей. Они должны быть равными. Затем уголки свариваются.
Изготовление дверного полотна
Изготовление металлической двери начинают с определения размеров рамы. Он должен иметь такие размеры, чтобы между ним и коробкой оставался зазор шириной 20 мм по высоте и 15 мм по ширине (распределение зазоров по периметру см ниже). Затем отрезают уголок нужной длины (подойдет уголок 40х25) и выкладывают на столе в форме прямоугольника, после чего раму сваривают.
Сразу же после этого следует сделать в профиле болгаркой вырез для установки замка. Для того, чтобы облегчить работы по обшивке двери, в раму забивают деревянные рейки необходимой длины. Далее к петлям и коробке приваривают петлевой профиль. Делается это для облегчения сварочных работ.
Необходимо очень тщательно промерить расстояние между петлями на коробке и раме двери, чтобы добиться полного совпадения. Иначе могут возникнуть проблемы при навешивании двери. Затем нужно уложить дверную раму внутрь коробки и добиться параллельности всех сторон.
Следующим шагом технология изготовления металлических дверей предусматривает подготовку дверного полотна. Стальной лист разрезается таким образом, чтобы полотно перекрывало проем на 1 см, а со стороны замка – на 1,5 см. После резки на кромке листа остается окалина, которую необходимо удалить.
Подготовленный лист укладывается таким образом чтобы верхний и нижний края коробки выступали на 10 мм. Со стороны замка коробка должна выступать на 5 мм, а со стороны навесов – на 15 мм. В нескольких местах аккуратно прихватываем лист к коробке.
Затем переворачиваем коробку таким образом, чтобы лист оказался внизу. Внутри коробки находится дверная рама.
Выставляем зазоры между рамой и коробкой:
- снизу (со стороны порога) – 10 мм;
- сверху – 10 мм;
- со стороны замка – 8 мм;
- со стороны навесов – 7 мм.
Для фиксации зазоров можно использовать подручные средства: полоски металла разной толщины диски от болгарки и т. д.
Теперь можно приварить раму к листу
Варить надо небольшими участками: шов должен быть не длиннее 40 мм расстояние между началами швов – 200 мм. Сварку следует начинать от середины к краям изделия обратноступенчатым шагом с разных сторон. Изделию надо периодически давать остывать.
Монтаж дверных петель
Прежде чем приступать к монтажу петель (навесов), необходимо приподнять изделие над плоскостью сварочного стола. Для этого под коробку положите куски трубы или профиля.

Схема металлической двери
Для изготовления петель применяют стальной прут диаметром 20 мм. Для облегчения работы петель в каждую из них помещают стальной шарик от подшипника. Петли собирают и фиксируют на конструкции таким образом, чтобы верхняя и нижняя петли были соосны. Затем петли приваривают к коробке и дверному полотну.
Верхняя часть петли приваривается к листу, а нижняя – к коробке.
После того, как вы приварили петли срежьте прихватки которыми крепили лист к коробке.
Изготовление входных металлических дверей завершают зачисткой сварочных швов и покраской. Окрашивание нужно выполнять независимо от того, какую отделку вы планируете делать дальше. Слой краски предотвратит появление ржавчины, защищая металл от коррозии.
Монтаж замка
Для установки замка в полке уголка дверной рамы делают вырез такого размера, чтобы замок входил в него без зазора. Установив замок, нужно сделать разметку всех отверстий: крепежных, под ключ, для ручки и т.д. По выполненной разметке необходимо просверлить отверстия нужного диаметра.
Кроме того, нужно выполнить отверстия по всему периметру двери под шурупы диаметром 4 мм, которыми к двери с внутренней стороны будут прикручены доски (в одной из них должен быть вырез для замка). Для крепежа можно использовать шурупы длиной 35-40 мм.
Все вырезы для щеколды и различных защелок в коробке делаются только тогда, когда коробка будет установлена, а дверь – навешена. На этапе монтажа замка делают и дверной глазок.

Холодная ковка металла своими руками — это настоящее искусство, которому нужно долго обучаться.
При сварке титана могут возникнуть определенные трудности, особенно, если сварщик неопытен. Подробнее читайте в этой статье.
Вам нужно быстро и качественно нарезать металл? Полезные советы и рекомендации по https://elsvarkin.ru/texnologiya/plazmennaya-rezka-metalla-svoimi-rukami/ ссылке.
Работы по отделке
Изготовление нестандартных металлических дверей подразумевает оригинальную отделку. Дверь можно обшить деревянными планками или полотном, а также оббить мягким материалом или оклеить пленкой с рисунком и текстурой «под дерево». Менее трудоемкий вариант – просто покрасить дверь. При этом на полотно можно наварить декоративные кованые элементы, которые преобразят внешний вид изделия.
Как видите, изготовить металлическую дверь может любой человек, который хоть немного знаком с ремонтными работами и знает, как варить металл. Любуясь результатом своего труда не забудьте отметить, что ваше решение выполнить эту работу самостоятельно позволило вам сэкономить существенную сумму.
По описанному алгоритму изготавливают практически все двери из металла. Исключения встречаются только при производстве специальных изделий, к примеру, когда ведется изготовление противопожарных металлических дверей.
Что нужно знать об изготовлении металлических дверей

Изготовление металлических дверей — это целый комплекс работ, которые регламентированы специальной документацией. Последовательность выполняемых мероприятий отражена в техкарте. Макет (образец) будущей двери с детальным описанием размеров и составных частей указан в чертежах.
Все производители пытаются разработать что-то эксклюзивное, но преимущественная доля всего процесса изготовления производится по одинаковым принципам. Дополнительная информация отражается в технологических условиях. Там же указаны и способы проверки, и требования, и варианты поставки дверей, а также все условия эксплуатации и хранения продукции. Требования технологического плана обладают ограниченным периодом действия. То есть с течением времени они могут изменяться, тут все зависит от политики компании.
Стадии изготовления железных дверей

- Производственная. На данной стадии производится подготовка приспособлений и всех необходимых материалов. Заготовка частей, гибка, раскрой, подготовка дверной коробки и полотен.
- Основная. Предполагает сварку элементов металлической конструкции и иные мероприятия производственного плана.
- Отделка. Подготовка поверхности конструкции, нанесение красящего состава, облицовочные и иные мероприятия.
- Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.
- Подбор комплектующих. Монтаж и выбор глазка, петлей, замков и доводчиков.
Итак, стоит по порядку рассмотреть эти производственные этапы.
Подготовка к производству
Подбор материалов. Всякий процесс производства начинается с подготовки. В этой ситуации — с выбора материалов. Вход в жилище — это область высокой опасности, следовательно, она должна обладать по-настоящему эффективной защитой. Именно этот момент и берут в расчет изготовители дверных конструкций.
Несомненными лидерами по показателям универсальности и надежности, считаются металлические сплавы. Зачастую производители применяют сталь. Данный материал прекрасно подходит для производства конструкций защитного назначения. Сталь при этом подвергается тщательной проверке перед использованием.
Для создания дверных конструкций применяют сталь углеродистого типа. Эксперты отмечают несколько полезных свойств этого материала:
- в сравнении с древесиной стальные сплавы гораздо крепче (примерно в пять раз);
- кроме того, сталь считается крайне универсальным материалом. Она применяется и для защитных, и для декоративных целей. К примеру, кованые детали прекрасно смотрятся с ламинатом и пластмассой.

Раскрой специальными ножницами. Для начала делают металлические заготовки: материал режут или разрубуют с помощью специальных устройств. Зачастую, изготовители пользуются гильотинными ножницами. Это оборудование позволяет точно и быстро нарезать детали для блока. Кроме того, листы стали подвергаются обработке устройствами раскройки.
Применение прессов. Заготовки материала делают с помощью специализированного оборудования. Кройка включает в себя вырубку, отрезку, обрезку, пробивку и резку. Затем металл прессуется на станках с автоматическим управлением. Такие установки позволяют оперативно изготовить практически любую металлическую деталь. Прессы делают формовку, штамповку и специальные ниши в металле.
В прессах также установлен револьверный механизм, позволяющий создавать изделия сложной конфигурации.
Гибка металлического сплава. После прессования и резки, листы подвергаются обработке посредством гибочных станков. Также в дополнительном порядке применяются вспомогательные приспособления, способствующие увеличению производительности. Все устройства проходят проверку на точность и работоспособность заранее, потому что даже мелкие задержки могут привести к излишним финансовым расходам.
Для гибки, зачастую применяются прессы гидравлического типа. Такие устройства прекрасно подходят для формовки ребер жесткости, наличников и иных элементов.
Основной этап — сварка

Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Для сварки могут применяться разные инструменты и приспособления. В частности, горелка применяется для скрепления тонких деталей. В итоге получается изделие с незаметными стыками. Это увеличивает антикоррозийную стойкость металлического сплава и обеспечивает защиту от преждевременного разрушения. Способ и технология сварки выбирается в зависимости от толщины материала и конструктивных особенностей изделия.
Отделочные работы
Предварительно дверные конструкции подвергаются специальной обработке, которая включает в себя следующие мероприятия:
- полотна тщательно чистятся от пыли и загрязнений;
- затем они грунтуются, обезжириваются и ошкуриваются;
- поверхность металла покрывается особой краской. Многие изготовители предпочитают пользоваться эмалевыми, нитритовыми или порошковыми красками. Каждый из этих видов обладает своими особенностями.
Металл, как известно, отлично гармонирует почти со всеми разновидностями отделки, главное — подобрать долговечный, надежный и безопасный материал. Такими качествами обладает, к примеру, МДФ. Плиты МДФ используются для межкомнатных и входных дверей.

Искусственная кожа (винилискожа) считается одним из наиболее популярных материалов, так как является общедоступной и практичной. Ее поверхность может быть фактурной или гладкой. Дешевые двери, отделанные этой искусственной кожей, очень надежны и прочны. Этот тип отделки обеспечивает металлической поверхности отличную защиту от износа и внешних воздействий. Помимо этого, современные компании предлагают широкий ассортимент оттенков и расцветок этого инновационного материала.
Часто встречаются варианты отделки и с помощью ламината. Однако он характеризуется меньшей стойкостью к воздействию влаги, нежели МДФ-плиты. Зачастую ламинат применяется в производстве межкомнатных дверных конструкций.
Все чаще производители дверей предлагают потребителям всевозможные комбинированные решения, в которых сочетается эстетика и отличные эксплуатационные свойства.
Контроль
Следующая стадия производства дверных конструкций — проверка уровня надежности и качества. Эксперты отслеживают эти показатели на всех этапах процесса.
- В первую очередь тщательной проверке подвергается используемое оборудование и приспособления. Они обязательно должны быть в исправном состоянии и обладать соответствующими сертификатами.
- Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.
- Далее похожим испытаниям подвергается и уже готовая дверь. Размеры ее должны сходиться с требованиями ГОСТов. Помимо этого, эксперты проверяют целостность металлического сплава и его поверхности.
Контроль производства — это важный этап всего цикла. Постоянные проверки минимизируют риск брака, а также увеличивают эффективность и существенно ускоряют производственный процесс.
Выбор и монтаж комплектующих
Финальная стадия изготовления дверных конструкций предполагает подбор элементов и фурнитуры.
- Готовые изделия оснащаются ребрами жесткости и изоляцией. Пустоты между дверными полотнами, как правило, заполняются синтепоном или поролоном. Данные материалы характеризуются неплохими тепло- и шумоизоляционными характеристиками. Для обеспечения дополнительной защиты применяются броненакладки и прорезиненные уплотнители.
- Монтаж петель тоже не подразумевает никакой подготовки. Изготовители пользуются традиционными и универсальными изделиями. Такие петли очень удобны и прочны, а если возникла необходимость, то их можно с легкостью демонтировать. Самыми универсальными являются петли неразъемного типа, так как они могут подойти для любой модели дверной конструкции.
Кроме того, двери в дом или квартиру оборудуются глазком, замками и ручками. Эти составляющие обязательно должны быть у каждой входной конструкции вне зависимости от назначения.
Самостоятельное изготовление железных дверей — чертежи, материалы и инструкция по монтажу

Несмотря на то, что в продаже множество моделей входных дверей, в некоторых случаях подходящий вариант выбрать довольно сложно. Одних не устраивают размеры по причине нестандартного проема в месте установки, другие боятся скрытых дефектов изделия, третьих смущает высокая стоимость комплекта.
Собственноручное изготовление металлической двери, при правильной организации процесса, имеет ряд преимуществ. Например, не придется беспокоиться о качестве конструкции, собрать ее получится по любому приемлемому чертежу, да и с оформлением проблем не возникнет – методик много. К тому же и расходы на сборку, отделку блока будут минимальными.

Этап подготовки
Начинать работу следует с демонтажа старой двери и полной зачистки проема. Только после тщательного обследования состояния основы можно сделать вывод, подходит он для установки металлоконструкции или нет. Возможно, придется его сужать (расширять) в соответствии с требуемыми размерами, дополнительно усиливать. Последнее характерно для строений из ячеистых бетонов, древесины, а также из иных материалов при значительной степени изношенности. Следовательно, проводятся необходимые технологические операции.

После получения прохода в стене с правильной геометрией можно приступать к производству замеров. На основании этого разрабатывается чертеж металлической двери. Кроме определения габаритов каркаса и створки, следует выбрать и схему конструкции. В первую очередь, в какую сторону удобнее распахивать полотно, где на нем лучше установить запоры, петли (их количество) и элементы фурнитуры (ручку, глазок). Иногда целесообразно изготовить вариант «полуторки». В нем малая створка жестко фиксируется, но при необходимости временно расширить проем (например, при перемещении габаритных грузов) ее несложно распахнуть.
- Схема металлической двери составляется с учетом того, что между косяком и основой должен быть небольшой зазор (порядка 15 – 20 мм). Его называют монтажным. Он позволяет, во-первых, правильно выставить раму, отрегулировать ее положение, во-вторых, дополнительно утеплить проем по периметру.
- Петли на дверь расставляются на равном удалении друг от друга, а их количество определяется массой полотна; при его небольшом весе достаточно и двух навесов. Но в любом случае их отстояние (верхнего и нижнего) от срезов створки выбирается около 150 мм (для проемов стандартной высоты).

Готовятся материалы и принадлежности. При работе с железом обязательно понадобится сварка. Плюс к этому – перфоратор (эл/дрель с отбойником) и «болгарка». Все остальное – обычный бытовой инструмент, угольник, рулетка. С материалами несколько сложнее, придется выбирать.
- Для каркаса подходят уголки или профили (со стороной в 4 см). Здесь стоит ориентироваться на предназначение конструкции, требования к ее устойчивости и вариант дальнейшей отделки. Если предполагается качественное утепление, повышенная прочность, то дверь из профильной трубы – лучшее решение. А вот ребра жесткости можно выполнить и из уголка.
- Обшивка рамы делается из листовой стали. Необходимо оптимально сочетать такие показатели, как общая масса полотна и его прочность. Но в любом случае использовать металл толщиной менее 2 мм не рекомендуется.
- Элементы крепления. Любая железная дверь, хоть самодельная, хоть покупная, в проеме фиксируется анкерными болтами. Исключение лишь для моделей, монтируемых в деревянных (каркасных) строениях. Как правило, при самостоятельной установке дверей на их входе они крепятся к специальным рамам или к основе при помощи сварки или крупного метиза.
Все остальное – уплотнители, теплоизоляционные и отделочные материалы, элементы крепежа, фурнитура – на усмотрение мастера.

При недостатке опыта в изготовлении дверей из стали своими руками лучше ограничиться накладными петлями. Навесы скрытого типа гораздо сложнее в монтаже, и здесь нужен профессиональный подход.

Порядок изготовления металлоконструкции
Железная дверь своими руками, независимо от ее схемы и чертежа, собирается по одному алгоритму. Первоначально делаются отдельные элементы.
Короб
С ним никаких проблем нет, но при условии, если все замеры и раскрой заготовок сделаны грамотно, в точном соответствии с составленным чертежом. Сварить отдельные части в единую конструкцию правильной геометрии несложно. Необходимо лишь вести работы на идеально ровной, жесткой поверхности и постоянно контролировать углы. По окончании сборки косяка все швы тщательно шлифуются алмазным диском.

В обязательном порядке к коробу привариваются петли и крепежные планки с высверленными отверстиями. С помощью последних деталей производится его фиксация на стене из любого материала.

Дверное полотно
- Методика изготовления рамы абсолютно идентична.
- Для усиления устанавливаются ребра жесткости по выбранной схеме.
- Вырезается паз для язычка замка.
- Обшивка каркаса с одной стороны. Она производится способом крепления сваркой стальных листов, с небольшим напуском. В районе петель около 5 мм, по длине рамы примерно 10 – 15. Рекомендуется «прихватывать» облицовку несколькими швами, протяженностью не более 40 мм. Для обеспечения надежности крепления интервалы между соседними участками выбираются в пределах 20.

- В зависимости от схемы, на этом этапе сборки металлической двери производится установка элементов крепления замка, привариваются петли (те части, которые крепятся на полотне) и вырезается окно для глазка.

- Если предполагается утепление створки, то сразу же закладывается теплоизоляционный материал; он помещается между ребер жесткости, что предотвращает его проседание под собственным весом.

- Остается приварить второй лист металла на изнаночную сторону каркаса и в нем также вырезать отверстие под глазок и личинку замка.
- Последнее, что нужно сделать со створкой – провести контрольную проверку ее геометрии и отшлифовать все стыки, сварные швы и покрасить грунтом, для исключения коррозии металла.
Если выбрана схема «полуторки», то все технологические операции для малого полотна абсолютно идентичны, за исключением глазка и дверного замка. Но верхние и нижние упоры, для фиксации в неподвижном положении, следует предусмотреть.
Финишная отделка
Сделать металлическую дверь своими руками – это еще не все. Необходимо ее оформить соответствующим образом. С блоками, устанавливаемыми в подсобных строениях, достаточно просто; как правило, они окрашиваются. Но если речь идет о двери на входе в жилой дом (квартиру), то ее желательно декорировать. Выбор варианта – на усмотрение хозяина, и некоторые рекомендации в этом помогут.
Чем можно отделать полотно:
- Твердые материалы – многослойная фанера, ДВП, винипласт, деревянная вагонка, ламинат, МДФ с последующим покрытием лаком (бесцветным или с тонирующими компонентами).
- Для обтяжки створки используются дерматин, кожвинил.
- Дверь на воде в квартиру можно оклеить декоративной пленкой. Так как воздействие атмосферных факторов минимально, то такая отделка прослужит долго. А с учетом низкой стоимости и простоты оформления – одно из лучших решений.

Сборка конструкции
По сути, все сводится к навешиванию створки, проверки ее положения, работы запоров и регулировке (при необходимости). Остается лишь установить ручку, замок и глазок. Если же в схеме двери предусмотрены ригеля, нижние (верхние) упоры, то нужно сделать разметку.
Створка прикрывается, и на косяке намечаются места сверления отверстий. После готовности контролируется их совпадение с фиксирующими элементами. Это относится как к основному полотну, так и дополнительному, малому.

Завершающий «штрих» – установка изготовленной двери в проем и смазка всех трущихся деталей (о чем многие забывают). После этого можно констатировать – все, работа выполнена полностью.

Для тех, кто имеет навыки работы с металлами и желает получить железную дверь высокого качества при небольших расходах, ее самостоятельное изготовление – лучший вариант. Тем более что чертеж, схему, внешнюю отделку выбирает не производитель, а мастер. А это значит, что вход в дом будет не только надежно защищен, но и оригинально оформлен, и блочная конструкция отлично впишется в интерьер конкретного строения.
Изготовление металлических дверей : технология и поэтапность
Современные стальные дверные конструкции – это не исключительно надежная защита строения, но и элемент интерьера и экстерьера. Технология создания стальных блоков весьма примечательна, что и стоит рассмотреть.
Стальные дверные блоки: необходимое оборудование для старта бизнеса

Стальные металлические системы в развороте
Главный атрибут каждого строения заключен в наличии надежного перекрытия входа. Стоит оговорить производственный процесс этапов изготовления железных конструкций.
Так каждый изготовитель старается сделать изготовление стальных дверей более модернизированным, а застройщики в современное время используют исключительно металлические блоки для перекрытия входа в новых строениях. На сегодняшний день производители стараются совершенствовать не исключительно технические показатели систем, но эстетическую сторону продукта с дизайнерской точки зрения относительно последних тенденций интерьерной стилистической моды.
Бизнес по производству железных конструкций ничего особо сложного собой не представляет, поэтому дать жизнь такому производству в силах любой предприниматель. Так перечень необходимого оборудования для производственных целей допустимо вместить в единую таблицу:
| № | Оборудование | Примечания к оборудованию | Стоимость оборудования |
| Станок для порезки стального листа (металла) | Может использоваться лазерный либо плазменный, поскольку порезка на таких станках происходит быстро и равномерно | От $1 800,00 | |
| Пресс для загиба металла (листогибочный) | От $11 200,00 | ||
| Сварочный комплекс для финишной и точечной сварки | Допустимо использовать обычные аппараты или же специализированные сварочные станки | От $1 600,00 | |
| Установка для порошкового окраса изделий: для подготовки поверхности блока к покраске | Это может быть специальная покрасочная камера | От $980,00 | |
| Установка для порошкового окраса изделий: компрессор для покраски, пистолет окрасочный и камера (печь) полимеризации | Вместо этапа полимеризации может использоваться покрытие поверхности после окраса двумя слоями специальных вандалоустойчивых лаков | От $2 400,00 |
Вышеприведенный перечень оборудования относится к минимуму необходимого оборудования. Так на

Станок для изготовления конструкции
мировом рынке доступны готовые комплексные линии по производству стальных блоков, где совмещены все перечисленные выше станки и установки. Типичные производственные линии могут быть полностью автоматизированы либо частично, когда к определенному этапу должна прикладываться рука человека.
Такие автоматизированные линии выпускаются в мир зачастую зарубежными производителями и наделяются таким перечнем оборудования:
- Установка плазменной порезки металла;
- Пресс для загиба листов металла;
- Автомат координатной сварки полотен двери;
- Две машины для сварочного процесса клещами с кондукторами;
- Два пункта финального сварочного процесса, происходящего в особой среде (углекислый газ).
Типичная линия не предусматривает наличия покрасочного бокса, что обустраивается в отдельности. Производительность линии сводится к производству 10 блоков в течение одного часа времени, но и при контроле, как минимум 10 человек. Примерная стоимость такого производственного беспрерывного процесса в собранном виде сводится ни много, ни мало, но к $100 тысячам.
Цеха изготовления металлических конструкций

Цех для изготовления металлических конструкций
На данный момент изготовление стальных дверей совершается по различным технологиям, но фактически все они наделены едиными исходными аспектами. Основная часть процессов технологии производства должна происходить в отдельных помещениях, поэтому площадь обязана предусматривать наличие следующих цехов:
- Цех, где производится прием металла и подготовка сырья;
- Цех, где происходит обработка металлических листов и прокат профилей;
- Цех, где совершается сварочно-сборочный процесс (производственная линия);
- Цех для покраски изделий;
- Отделочно-декоративный цех, при условии, что отделочный материал производится на территории предприятия, а не приобретается в готовом виде;
- Сборочный контрольный цех, где блоки комплектуются замковыми и другими механизмами;
- Складские помещения для хранения готовой продукции.
Каждый из цехов должен отвечать особым требованиям относительно пожарной безопасности. Так помещения должны быть отделаны (полы, стены), как минимум, негорючими материалами, и оснащаться приточно-вытяжной вентиляцией.
Производственно-технологический процесс изготовления стальных блоков
Изготовление железных дверей относительно технологии предусматривает определенную последовательность производственных действий, которые прописаны в специализированной документации (маршрутной либо технологической карте), где указаны:
- Основные требования к исходному качеству используемого материала;
- Правила транспортировки сырья и готового продукта, приемки материала и хранения входных блоков;
- В документации специальных требований указывается комплекс технических требований к каждому этапу процесса;
- Прописаны методы проверки качества и контроля;
- Указаны многие технические условия (производственные ТУ), которые составлены в соответствии с показаниями ГОСТ 31173-2003.
Основные технологические этапы изготовления стальных конструкций:
Подготовка сырья.
На данном этапе материал металла подлежит сортировке. Выверяется маркировка листов, проверяется наличие деформаций, которые проявляются, в основном, после процесса транспортировки либо проката. На данном этапе так же с материала удаляется окалина и коррозия. Хранение металлопроката на складах должно производиться на стеллажах либо листы укладываются в штабеля.
Разметка и нарезка заготовок.
Изготовление дверей стартует с правильного раскроя листов металла относительно нанесенных на поверхность шаблонов с использованием чертилок и кернеров.
Обработка заготовок и деталей.
Профиль дверного короба создается на листогибочном оборудовании.
Заготовки для будущих входных блоков опиливаются для устранения заусениц и неровностей. Так в процессе снимается поверхностный слой стали в местах порезки. Опилка может выполняться и вручную с использованием простых напильников, так в на специализированных опилочных станках.
Обработанные заготовки отправляются к штамповочному станку, на котором в деталях проделываются отверстия самого разнообразного диаметра под нужды установки на конструкции фурнитуры, замковых систем.

Сборочный процесс и сварочные работы
Дверное полотно собирается с использованием контактной сварки. Типичная технология сварки исключает деформационные повреждения полотен двери и обеспечивает полное исключение сварочных швов на поверхности.
Замковые системы устанавливают на металлические конструкции единовременно с установкой ребер жесткости, на площадях, укрепленных пластинами из металла. Создаются, своего рода, технологические карманы. На данном этапе полотна и утепляются. Внутри полотен прокладывается негорючий звукоизолирующий и утепляющий материал.
Петли к собранному изделию привариваются зачастую вручную.
Лакокрасочные работы.
После окончания сборки конструкции, производится окраска блока. Составы наносятся исключительно на отшлифованную, очищенную, обезжиренную поверхности. Способов нанесения несколько:
- Струйный облив;
- Пневматическое распыление;
- Распыление в электростатическом поле.
Для процесса может использоваться одна из нескольких красок в разнообразной гамме цветов:
- Порошковая;
- Нитро;
- Молотковая;
- Графитовая.
Декоративная отделка конструкций.
Зачастую металлические двери декорируются защитными покрытиями, формованными, ламинированными отделочными панелями. Декоративная отделка производством может закупаться в готовом виде. В качестве обшивки может использоваться:
- Дерматин, кожа, винилискожа;
- Вагонка из древесины;
- Панели МДФ, ДСП;
- Натуральная древесина;
- Термопленка с имитацией под натуральную древесину либо однотонная;
- Элементы декоративной ковки;
- Шпон натурального дерева.
Монтаж фурнитуры, замковых систем.
Зачастую врезка фурнитуры делается вручную. Для избегания характерных металлических звуков, исходящих от конструкции входных блоков, и для теплоизоляционных свойств, дверные полотна оклеиваются специальными амортизирующими материалами:
Особенности производства и конструкции входной двери
Входные двери «Стальная линия» проходят все стадии производственного процесса: от обработки стали, сварки металлоконструкций, окраски, изготовления отделочных панелей до их сборки в готовое изделие.
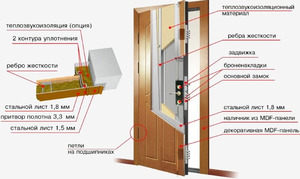
Полотно входной двери
В производстве входных дверей используется гибочно-профильная технология, которая является самой передовой. Из стального листа сначала гнут сложный корытообразный профиль, совмещающий функции каркаса и наружной обшивки дверного полотна. К нему приваривают гнутые профили, создавая тем самым жёсткую раму.
Применение гнутых профилей помогает:
отодвинуть замок дальше от наружной поверхности,
что затрудняет его взлом и вскрытие.
создать дверь большей толщины при минимальном увеличении веса, что продлевает срок службы.
установить до 3-х контуров уплотнения по всему периметру, что улучшает тепло- и шумоизоляцию.
Каркас двери укреплен специально разработанной системой вертикальных и горизонтальных рёбер жёсткости, которая хорошо противостоит нагрузкам и повышает прочность.
Наружная часть замка защищена металлической пластиной, что увеличивает устойчивость входной двери к взлому — общая толщина
стали в зоне замков до 3 мм.
Коробка входной двери
Дверная коробка создаётся из гнутого профиля, что обеспечивает высокую жёсткость и позволяет «утопить» полотно в коробке.
Применяемые петли специально разработаны и произведены в Италии. Они рассчитаны на вес, значительно превышающий
вес входной двери. В тяжёлых моделях дверей установлены
две усиленные петли с самоцентрирующимся элементом.
Регулятор притвора встроен в коробку двери
Регулятор притвора позволяет регулировать плотность прилегания дверного полотна в течение всего срока эксплуатации. Это обеспечивает плавную работу замков и комфортное закрывание двери.
Обработка металла
Долговечность и надёжная работа металлической двери обеспечена высоким качеством стали и точностью изготовления всех элементов конструкции — точность раскроя, пробивки и гибки достигает 0,1 мм.
Для защиты входной двери от коррозии применяется новейшая технология фосфатирования поверхности. Суть процесса состоит в создании на поверхности стали специального защитного слоя.
Окраска металлических конструкций осуществляется сразу после обработки. В производстве используется порошково-полимерное покрытие на основе полиэфиров, которое устойчиво к истиранию, не разрушается под воздействием ультрафиолетовых лучей и перепадов температур.
Чтобы обеспечить максимальную защиту стали от воздействия неблагоприятных факторов, «Стальная линия» производит полную окраску поверхности не только снаружи, но и внутри конструкции.

Корпус по окраске входных дверей «Стальная линия»
Отделка входных дверей

Полимерное покрытие металлоконструкции
Стойкое (антивандальное) полимерное покрытие устойчиво к царапинам, не требует специального ухода, защищает дверь от коррозии. Входные двери с наружной металлической поверхностью подойдут для квартиры и хозяйственных помещений, так как обладают достаточным уровнем шумо- и теплоизоляции.

Панели HDF
Входные двери с HDF-покрытием имеют стойкость лакированной поверхности к лёгким царапинам и химическим веществам. За HDF-панелями легко ухаживать. Такие модели являются отличным вариантом для квартирной двери.

PVC-покрытие
Покрытие PVC имитирует текстуру дерева, устойчиво к царапинам и обладает широкой цветовой гаммой. Панели MDF устойчивы к перепаду температур и значительно плотнее дерева.

MDF с «Экошпоном»
«Экошпон» — высококачественное искусственное покрытие, воспроизводящее в мельчайших деталях фактуру и рисунок древесины. Покрытие «Экошпон» долговечно и устойчиво к лёгким царапинам и сколам.
Влагостойкие панели MDF с покрытием SteelTex
Антивандальное покрытие SteelTex защищает входную дверь от ультрафиолетовых лучей, устойчиво к повышенной влажности воздуха. Стойкость к агрессивным факторам окружающей среды позволяет применять покрытие для дверей на границе «улица-дом».


Влагостойкие панели MDF с покрытием SteelLak
Завод использует высокопрочные лаки и краски итальянского производства, а качество влагостойких панелей MDF гарантировано производителями Германии. Высокие показатели атмосфероустойчивости позволяют использовать панели с покрытием SteelLak в дверях на границе «улица-дом».
Многоуровневая система безопасности
Конструкторы компании «Стальная линия» разработали многоуровневую систему защиты входных дверей —
высокая прочность конструкции сочетается с надёжной замковой системой.
Установка замков различных типов значительно повышает взломостойкость. Ригельные группы обеспечивают дополнительные точки запирания.
Врезные броненакладки изготовлены из закалённой стали, устанавливаются непосредственно на корпус замка и предохраняют его от вскрытия.
Высокое качество фурнитуры подтверждено сотнями патентов, а надёжность замков от мировых производителей — сертификатами соответствия высшим классам безопасности.
К замковой системе относятся замки и средства их защиты, которые предохраняют дверь от несанкционированного проникновения.
Тепло- и шумоизоляция,
герметичность
Во входных дверях используются двух- и трёхконтурные системы герметизации притворов с энергосберегающими уплотнителями немецкой фирмы «Schlegel». Cистема уплотнителей характеризуется звукоизоляционными свойствами на уровне 45 dB, низкой теплопроводностью 0,033 W/mK, более чем 20-летним сроком службы при температурах
Полотно и коробка дверей утеплены экологичной минеральной ватой, а во входных дверях с улицы применены многослойные системы утепления и звукоизоляции, специально разработанные для эксплуатации вне помещений. Это позволило достичь уровня звукоизоляции 45 dB и снизить коэффициент теплопроводности до 0,85 W/mK.
Особенности производства
входных дверей для дома
Входная дверь, которая устанавливается на границе «улица-дом», требует особого подхода в производстве. Кроме шумоизоляционных свойств, она должна обеспечивать высокий уровень герметичности и теплоизоляции, иметь атмосферостойкую отделку и фурнитуру.

узнать больше
Технологический процесс производства стальных дверей
 Преимущества металлических дверей
Преимущества металлических дверей
 Преимущества металлических дверей
Преимущества металлических дверейВ отличие от дверей, изготовленных из других материалов, стальные двери обладают рядом преимуществ. При правильной обработке и уходе, конструкции из металла служат гораздо дольше, меньше подвержены износу в процессе эксплуатации, а также механическим повреждениям. Высокая прочность их конструкции служит надёжной защитой от проникновения злоумышленников.
Также при пожаре такая дверь не позволит перекинуться огню из одного помещения на другое. Современные технологии производства и материалы создают герметичное перекрытие входа с высокими показателями тепло- и звукоизоляции.
Технологии изготовления делятся на две основные категории:
- Кустарное производство с преимущественным использованием примитивных подручных средств;
- Производство в заводских условиях. Применяются специализированные станки и высококвалифицированный персонал.
Возможно также комбинированное использование этих процессов, что также даёт хорошие результаты.
Кустарное изготовление дверей
До недавнего времени львиная доля всех металлических входных дверей производилась только по этой технологии. Недостаток заводских мощностей и современного оборудования дал возможность мелким предпринимателям организовать небольшие цеха с использованием минимального набора инструментов. Достаточно было иметь ручной электродуговой сварочный аппарат, «болгарку», дрель и ещё несколько нехитрых инструментов.
Из стандартного металлопроката вырезались части нужного размера, сваривались вручную, шлифовались, красились и собирались. Так как подобный процесс очень ограничивает возможности мастера, изделия имели грубоватый внешний вид, подходящий для гаражей или промышленных помещений. Ставились они также на дома и квартиры, но эстетическая составляющая оставляла желать лучшего. Время на их изготовление уходило много, требовались большие трудозатраты что повышало стоимость изделия.
Производство стальных дверей индустриальным методом
 Производство стальных дверей индустриальным методом
Производство стальных дверей индустриальным методомС ростом благосостояния людей повышались и требования к внешнему виду входных дверей. Полностью реализовать эту потребность стало возможным только применяя современные технологии. Рассмотрим более детально процесс индустриального изготовления входных дверей. Он подразделяется на следующие этапы:
- Отборка металлопроката в зависимости от назначения;
- Разметка и вырезание стальных заготовок;
- Подготовка и обработка заготовок;
- Сваривание конструкции;
- Сборка, подгонка и контроль качества;
- Очистка и окрашивание;
- Монтаж дверной фурнитуры.
Первый этап. Подготовка
На этом этапе металлопрокат подвергается тщательной проверке на предмет заводского брака: деформации, трещин, газовых пузырей и пр. Выполняется очистка от коррозии и окалины. Производится контроль толщины металла и его марки.
Второй этап. Вырезание
Он представляет собой обрезку и раскрой дверного полотна и деталей коробки под нужный размер. Изготовление дверей стандартных размеров стоит дешевле и занимает меньше времени, однако существует возможность заказать дверь с индивидуальными параметрами.
Для раскроя используется стационарный станок под названием гильотина. На нём выполняют обрезку листа для передней и задней части дверного полотна, а также нарезка частей для коробки и других монтажных элементов. При этом линия среза получается ровная и практически не требующая дополнительной обработки.
Для данной операции применяют также плазменный резак, позволяющий выполнять не только прямолинейную обрезку, но и выкройку деталей со сложным контуром. Однако линия реза при этом получается не столь ровная как на гильотине и нуждается в дополнительной обработке. Некоторые цеха оснащаются полностью автоматической системой раскроя, под названием координатно-пробивной пресс. В нём достаточно внести программу с параметрами требуемых элементов, и станок самостоятельно вырежет все детали, а также отштампует нужные отверстия для ручек, замков, глазка и т. п.
Координатно-пробивной пресс есть далеко не везде, поэтому при его отсутствии пользуются комбинированными пресс-ножницами. С их помощью также вырезаются круглые и овальные технические отверстия специальными конусами. Под прессом также вырубаются небольшие детали, из которых изготавливают дверные усилители, выполняющие функцию рёбер жёсткости.
Третий этап. Сгибание
 Третий этап. Сгибание
Третий этап. СгибаниеНа этом этапе края заготовок обрабатываются, ровняются и шлифуются. Таким образом устраняются неровности, заусеницы и прочие погрешности предыдущих этапов. Далее они отправляются на гибочный станок. В отличие от смонтированных из готового металлопрофиля дверей и коробок, в данной конструкции профильные части изготавливают из цельного стального листа и выгибают на станке. В результате получаются четыре профильные перемычки дверной коробки: две вертикальные и две горизонтальные. Таким же образом изготавливают стойки дверного полотна и его усилители.
Четвёртый этап. Сварка
Вырезанные и выгнутые по размеру составные части конструкции свариваются вместе. Соединяются детали коробки и к ним привариваются дверные петли. На специальном стенде на лицевой стальной лист привариваются уголки дверного полотна, к ним крепятся элементы рёбер жёсткости, придающие крепость конструкции. Для соединения металлических частей используется точечная сварка. Она не создаёт грубых швов и при этом надёжно скрепляет между собой детали. Кроме того, она выполняется очень быстро, что позволяет существенно сократить время производства. Далее сваренная конструкция тщательно обрабатывается и шлифуется, с неё удаляется окалина от сварки.
Пятый этап. Спаривание
На этой стадии дверное полотно соединяют с коробкой. Выполняется тщательная подгонка и выравнивание, производится замер и правка зазоров.
Шестой этап. Покраска
Все части двери помещаются в специальную камеру, где они проходят тщательную мойку, очистку и предпокрасочную подготовку. Для этих целей используется фосфатный раствор. Он очищает металл и покрывает его тонкой плёнкой, предотвращающей коррозию.
Далее подготовленную конструкцию окрашивают с помощью краскопульта. Краска не только придаёт поверхности эстетически привлекательный вид, но и защищает от механических повреждений.
Седьмой этап. Установка гарнитуры
Внутреннее пространство дверного полотна наполняется минеральной ватой, устанавливаются замки, ручки, глазок. Для придания стильного внешнего вида крепятся панели из пластика или другого материала. После этого тщательно проверяется работа замков и герметичность прилегания уплотнителя.
После успешного прохождения всех описанных процедур стальная дверь готова к установке и будет исправно служить многие годы.
Производство металлических дверей
Двери изготавливают из различных материалов. Однако изделия из металла обладают важным преимуществом: они крепкие и надежные. Но такие входные конструкции будут защищать помещение от злоумышленников и радовать глаз своим внешним видом только в том случае, если они изготовлены правильно, из надежных материалов. Качество фурнитуры определяет удобство использования конструкции. Создание входных систем – сложный, многостадийный процесс. Далее, рассмотрим, как осуществляется производство металлических дверей, и что для этого используется.
Способы производства

Метод изготовления дверей определяет его качество, особенности конструкции, возможность контроля на всех этапах, точность изготовления. Также от способа производства зависят масштабы и скорость выполнения заказов, модельный ряд и так далее.
Существует три варианта изготовления металлических дверей:
- Ручной или кустарный. В этом случае применяется минимальное количество инструментов и оборудования, все операции выполняются людьми. Из-за этого каждую модель изготавливают долго. Чтобы сделать качественное изделие, нужно содержать штат высококвалифицированных сотрудников, что довольно затратное дело. Чем больше ручного труда, тем больше шансов на ошибки, неточности, появление дефектов. Это относится к недостаткам способа. Главный плюс такого производства – возможность изготовления двери по индивидуальным параметрам: размерам, отделке. Другой такой входной системы не будет ни у кого.
- Индустриальный или промышленный. При этом практически весь процесс автоматизирован, основные операции выполняются при помощи роботехники. Современные производственные линии укомплектованы точным оборудованием. При таком подходе исключаются дефекты, погрешности. Качество товара всегда на высоте. Этим способом можно выпускать продукцию достаточно быстро и точно, создавая широкий ассортиментный ряд.
- Комбинированный. В этом случае применяются полуавтоматические линии на производстве, где используется точное оборудование, но часть операций по изготовлению железных входных дверей выполняется в ручном режиме. Такой метод намного лучше и точнее, нежели кустарный. Однако по скорости изготовления он не такой быстрый, как индустриальный.
Этапы производства

Независимо от метода изготовления железных дверей, все они предусматривают одинаковые этапы производства.
Изготовление входной конструкции состоит из:
- Подготовки. Эта стадия включает подборку материалов. Также на этом этапе осуществляется подготовка и резка частей, их гибка (полотна и короба).
- Сборки. На этом этапе происходит сваривание конструкции из металла.
- Отделочных работ. Поверхность готовят к отделке, производится покраска, облицовка и другие необходимые операции.
- Контроля. Конструкция проверяется на взломостойкость, надежность.
- Установки фурнитуры. Под дверь подбирают петли, замки, ручки, глазок и другие комплектующие, происходит их установка.
У каждого из этапов есть свои особенности.
Выбор материалов и их подготовка

Главное назначение входных дверей – это защита. Поэтому материал должен обладать прочностью, при этом не разрушаться от климатических факторов и быть достаточно привлекательным. Всем этим требованиям отвечает металл. Чаще всего для изготовления стальных дверей применяют сталь. Материал проходит тщательный контроль перед началом производства.
В дверном деле применяют углеродистую сталь двух разновидностей:
- Горячекатаную. Это более доступный по стоимости вариант металла. Но такой материал больше подвержен коррозии, конструкции из него не отличаются долговечностью. Для получения горячекатаной стали металл сильно нагревают и формуют листы.
- Холоднокатаную. Обработка такого металла происходит при комнатной температуре, нет никакого нагревания. Разновидность стали более дорогая, но зато материал более пластичный, его легче обрабатывать, лучше создаются точные углы. Холоднокатаная сталь более стойкая к коррозии.
Кроме вида металла, при изготовлении стальных входных дверей имеет большое значение толщина листов. С одной стороны, чем больше этот показатель у металла, тем он прочнее, дверь сложнее сломать. Но чем толще листы, тем более увесистой получается створка. Примерно по 8 кг добавляет она в весе при увеличении толщины листа на каждый мм. В этом смысле нужно придерживаться золотой середины и выбирать металл, в зависимости от назначения помещения.
Для хозяйственных построек достаточно купить дверь из стали 0,8-1 мм. Если это офис, где важна сохранность имущества, стоит выбирать конструкцию с толщиной листов в 1-1,2 мм. Для жилых помещений лучше не экономить и выбрать дверь из стали в 1,2-1,5 мм, для загородного дома можно покупать входную систему из листов в 2 мм.
Кроме собственно листов, в дверном полотне предусмотрены ребра жесткости, изготовленные из металла. Они не позволяют створке искривляться, обеспечивают прочность конструкции, защищают ее от прогибания при взломе. Для ребер жесткости необходима труба с сечением в виде квадрата либо уголок. Их монтирую горизонтально, вертикально либо комбинируют оба варианта. Дверь тем прочнее, чем больше она содержит ребер жесткости.
Подготовка материалов для изготовления входных металлических дверей включает такие операции:
- Резка. Для максимально точного и быстрого раскроя металлических листов используют гильотинные ножницы. Детали вырезают или вырубают, пробивают в них необходимые отверстия.
- Прессование. Оно происходит в автоматическом режиме. За счет этого процесс производства выполняется достаточно быстро. Заготовки при помощи пресса формуются, в них появляются необходимые ниши. Чтобы создавать сложные профили, в прессах предусмотрены револьверные механизмы.
- Гибка. После того, как листы разрезаны и отпрессованы, они обязательно проходят гибку на станках. С их помощью формируют ребра жесткости, наличники и другие элементы конструкции. В основном на производстве применяют прессы гидравлической разновидности.
Сварка конструкции

В процессе изготовления (производства) входных металлических дверей обязательно применяется сварка. Для этого металл должен быть качественным, в противном случае швы получатся грубые и неровные. Технология применяемой сварки и способ обработки зависят от особенностей конструкции.
Обычно использую две разновидности сварки:
- Традиционная. Она предполагает применение в производстве профильной трубы либо уголков. Довольно затратный с точки зрения человеческих ресурсов способ, но он позволяет создавать изделия нестандартных размеров или особых конструкций. Готовая дверь будет иметь значительную массу.
- Гибочно-сварочная. С целью снижения затрат на человеческие ресурсы применяется полная автоматизация сварочного процесса. Это обеспечивает точность работ, исключает любые дефекты и возможность брака.
После того, как основная часть конструкции готова, переходят к внутреннему наполнению створки и отделочным работам.
Отделочные работы

Этот этап производства железных дверей можно разделить на три части:
- Заполнение створки изнутри. Для входной двери, в отличие от межкомнатной перегородки, большое значение имеют теплоизоляционные свойства. Утеплитель должен еще и шум поглощать, чтобы пребывание в помещении было максимально комфортным. Для этого внутри створки укладывают в один либо несколько слоев изоляционные материалы, что определяет толщину двери. Наиболее дешевый, но малоэффективный вариант – гофрированный картон. Также использую как утеплитель базальтовую или стекловату, пенопласт. Наиболее эффективными и востребованными материалами являются минеральная вата и пенополиуретан.
- Внешняя отделка. Листы металла обязательно должны подвергаться защите от коррозии. Для этого заготовку шлифуют, очищают и обезжиривают перед нанесением краски. Ею дверь покрывают при помощи распыления, струйного облива. Чаще применяют молотковую и порошковую краску. Для повышения декоративных качеств используют различные материалы: натуральную древесину, МДФ и ДСП, заменители кожи, шпон, термопленку.
- Монтаж уплотнителя. Когда створка прилегает к дверному коробу, то остаются небольшие зазоры. Их ликвидировать должен уплотнитель, иначе будет появляться сквозняк, в помещение станет проникать холодный воздух снаружи. Уплотнители выпускают из пластика, резины, силикона и даже поролона. Универсальным является резиновый магнитный уплотнитель, его монтируют в один или два слоя для большей надежности. Его сечение (профиль) зависит от толщины зазора между створкой и коробом. Если он минимальный и не превышает 3 м, то подойдет уплотнитель с профилем в виде букв С или К. Если же щель больше (3-5 мм), то устанавливают P или V-образный контур. Для зазора от 5 до 7 мм необходим уплотнитель в форме букв O, D.
Установка фурнитуры

Ну и, конечно же, какое изготовление и установка железных дверей без фурнитуры? Для навешивания створки потребуются петли. Их количество (2-4) зависит от массы полотна: чем она тяжелее, тем больше навесов нужно для ее удерживания.
В металлические двери устанавливают преимущественно замки врезного вида: один или два. Они могут быть одного типа либо же иметь различный механизм работы (цилиндровые, сувальдные).
Для удобства пользования необходим глазок с хорошим углом обзора.
Чтобы максимально защитить дверь от взлома, на нее устанавливают противосъемные штыри, а также броненанкладки на замки. Они предотвращают возможность высверливания запирающих механизмов, могут иметь толщину от 1,5 до 4,5 мм.
Торговые марки

В продаже можно встретить металлические входные системы от разных производителей.
Наиболее известные изготовители металлических дверей:
- «Форпост». Это бюджетная марка за счет применения металла небольшой толщины. Изделия стандартных размеров и комплектации.
- «Торэкс». Линейка включает модели от эконом до премиум класса, ассортимент очень широкий. Применяется сталь толщиной 1,5 мм, все двери, кроме замков, имеют дополнительно защелку.
- «Эльбор». Эта компания предлагает конструкции классического дизайна с хорошими защитными свойствами, а также высоким классом устойчивости ко взлому. Декоративные панели на двери легко можно сменить.
- «Гардиан». У этой марки основной ассортимент – это изделия премиум класса. Они отличаются респектабельным дизайном и высокой прочностью, что достигается за счет ребер жесткости в форме трапеции. Также к достоинствам бренда относятся два контура уплотнителя, которыми они оборудуют свою продукцию, и широкий ассортиментный ряд.
Также к популярным маркам относятся двери «Бастион», биметаллические изделия фирмы «Оплот». Двери «Легран» хороши тем, что при их изготовлении применяется сталь в 1,5 мм и современные МДФ панели. Позитивные отзывы потребителей получили двери «Герда», которые существуют на рынке более 20 лет, а также итальянский бренд «Dierre»: они изготавливают даже умные двери. «Gardesa» – еще один популярный итальянский бренд с отличным дизайном. Можно посмотреть производство стальных дверей на карте. Там представлены все вышеперечисленные компании.
Производство стальных входных дверей – сложный и ответственный процесс. Любые неточности в технологических операциях приводят к тому, что входные конструкции быстро выходит из строя. Автоматизированные линии и современное оборудование полностью исключают появление дефектов и минимизируют ручные операции, позволяют быстро изготавливать заказы.

