

Припои и флюсы
Одним из основных элементов электромонтажных и радиомонтажных работ является пайка. Качество монтажа во многом определяется правильным выбором необходимых припоев и флюсов, применяемых при пайке проводов, сопротивлений, конденсаторов и т. п.
Для облегчения этого выбора ниже приводятся краткие сведения о твердых и легких припоях и флюсах, пользовании ими и их изготовлении.
Пайка представляет собой соединение твердых металлов при помощи расплавленного припоя, имеющего температуру плавления меньшую, чем температура плавления основного металла.
Припой должен хорошо растворять основной металл, легко растекаться по его поверхности, хорошо смачивать всю поверхность пайки, что обеспечивается лишь при полной чистоте смачиваемой поверхности основного металла.
Для удаления окислов и загрязнений с поверхности спаиваемого металла, защиты его от окисления и лучшего смачивания припоем служат химические вещества, называемые флюсами.
Температура плавления флюсов ниже, чем температура плавления припоя. Различают две группы флюсов: 1) химически активные, растворяющие пленки окиси, а часто и сам металл (соляная кислота, бура, хлористый аммоний, хлористый цинк) и 2) химически пассивные, защищающие лишь спаиваемые поверхности от окисления (канифоль, воск, стеарин и т. п.). .
В зависимости от химического состава и температуры плавления припоев различают пайку твердыми и мягкими припоями. К твердым относятся припои с температурой плавления выше 400°С, к легким — припои с температурой плавления до 400°С.
Основные материалы, применяемые для пайки.
Олово — мягкий, ковкий металл серебристо-белого цвета. Удельный вес при температуре 20°С – 7,31. Температура плавления 231,9°С. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию (“оловянная чума”). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до —50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами.
Свинец — синевато-серый металл, мягкий, легко поддается обработке, режется ножом. Удельный вес при температуре 20°С 11,34. Температура плавления 327qC. На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев.
Кадмий — серебристо-белый металл, мягкий, пластичный, механически непрочный. Удельный вес 8,6. Температура плавления 321°С. Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом для легкоплавких припоев.
Сурьма — хрупкий серебристо-белый металл. Удельный вес 6,68. Температура плавления 630,5°С. На воздухе не окисляется. Применяется в сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких припоев.
Висмут — хрупкий серебристо-серый металл. Удельный вес 9,82. Температура плавления 271°С. Растворяется в азотной и горячей серной кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
Цинк — синевато-серый металл. В холодном состоянии хрупок. Удельный вес 7,1. Температура плавления 419°С. В сухом воздухе окисляется, во влажном воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. В соединении с медью дает ряд прочных сплавов.. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов.
Медь — красноватый металл, тягучий и мягкий. Удельный вес 8,6 – 8,9. Температура плавления 1083 С. Растворяется в серной и азотной кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких припоев и сплавов.
Канифоль —продукт переработки смолы хвойных деревьев Более светлые сорта канифоли (более тщательно очищенные) считаются лучшими. Температура размягчения канифоли от 55 до 83°С. Применяется как флюс для пайки мягкими припоями.
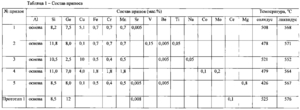
Пайка мягкими припоями получила широкое распространение, особенно при производстве монтажных работ. Наиболее часто применяемые мягкие припои содержат значительное количество олова. В табл. 1 приведены составы некоторых свинцово-оловянных припоев.
Химический состав в %
примесей не более
При выборе типа припоя необходимо учитывать его особенности и применять в зависимости от назначения спаиваемых деталей. При пайке деталей, не допускающих перегрева, используются припои, имеющие низкую температуру плавления.
Наибольшее применение находит припой марки ПОС-40. Он применяется при пайке соединительных проводов, сопротивлений, конденсаторов. Припой ПОС-30 используют для пайки экранирующих покрытий, латунных пластинок и других деталей. Наряду с примеиением стандартных марок находит применение и припой ПОС-60 (60% олова и 40% свинца).
Мягкие припои изготовляются в виде прутков, болванок, проволоки (диаметром до 3 мм) и трубок, наполненных флюсом. Технология указанных припоев без специальных примесей несложна и вполне осуществима в условиях мастерской: свинец расплавляют в графитовом или металлическом тигле и в него небольшими частями добавляют олово, содержание которого определяют в зависимости от марки припоя. Жидкий сплав перемешивают, снимают нагар с поверхности и расплавленный припой выливают в деревянные или стальные формочки. Добавление висмута, кадмия и других присадок не обязательно.
Для пайки различных деталей, не допускающих значительного перегрева, применяются особо легкоплавкие припои, которые получают добавлением в свинцово-оловянные припои висмута и кадмия или одного из этих металлов. В табл. 2 приведены составы некоторых легкоплавких припоев.
Химический состав в %
Температура плавления в °С
При использовании висмутовых и кадмиевых припоев следует учитывать, что они обладают большой хрупкостью и создают менее прочный спай, чем свинцово-оловянные.
Твердые припои создают высокую прочность шва. В электро-и радиомонтажных работах они используются значительно реже, чем мягкие припои. В табл. 3 приведены составы некоторых медно-цинковых припоев.
Химический состав в %
Температура плавления в о С
примесей не более
В зависимости от содержания цинка изменяется цвет припоя. Эти припои применяются для пайки бронзы, латуни, стали и других металлов, имеющих высокую температуру плавления. Припой ПМЦ-42 применяется при пайке латуни с содержанием 60—68% меди. Припой ПМЦ-52 применяется при пайке меди и бронзы. Медно-цинковые припои изготовляются путем сплавления меди и цинка в электропечах, в графитовом тигле. По мере расплавления меди в тигель добавляют цинк, после расплавления цинка добавляется около 0,05% фосфорной меди. Расплавленный припой разливается в формочки. Температура плавления припоя должна быть меньше температуры плавления припаиваемого металла. Кроме указанных медно-цинковых припоев, находят применение и серебряные припои. Составы последних приведены в табл. 4.
Химический состав в %
Температура плавления в о С
примеси не более
Серебряные припои обладают большой прочностью, спаянные ими швы хорошо изгибаются и легко обрабатываются. Припои ПСР-10 и ПСР-12 применяются для пайки латуни, содержащей не менее 58% меди, припои ПСР-25 и ПСР-45 — для пайки меди, бронзы и латуни, припой ПСР-70 с наиболее высоким содержанием серебра — для пайки волноводов, объемных контуров и т. п.
Кроме стандартных серебряных припоев, используются и другие, составы которых приведены в табл. 5.
Химический состав в %
Первый из них применяется для пайки меди, стали, никеля, второй, обладающий высокой проводимостью,— для пайки проводов; третий может применяться для пайки меди, но не пригоден для черных металлов; четвертый припой обладает особой легкоплавкостью, является универсальным для пайки меди, ее сплавов, никеля, стали.
В ряде случаев в качестве припоя используется технически чистая медь с температурой плавления 1083°С.
Припои для пайки алюминия.
Пайка алюминия вызывает большие затруднения вследствие его способности легко окисляться на воздухе. В последнее время находит применение пайка алюминия с помощью ультразвуковых паяльников. В табл. 6 приведены составы некоторых припоев для пайки алюминия.
Химический состав в %
Твердые припои с температурой плавления 525 о С
При пайке алюминия в качестве флюсов применяют органические вещества: канифоль, стеарин и т. п.
Последний припой (твердый) применяется со сложным флюсом, в состав которого входит: хлористый литий (25—30%), фтористый калий (8—12%), хлористый цинк (8—15%), хлористый калий (59—43%). Температура плавления флюса около 450°С.
От качества флюса во многом зависит хорошее смачивание припоем мест спайки и образование прочных швов. При температуре паяния флюс должен плавиться и растекаться равномерным слоем, в момент же пайки он должен всплывать на внешнюю поверхность припоя. Температура плавления флюса должна быть несколько “иже температуры плавления применяемого припоя.
Химически активные флюсы (кислотные)— это флюсы, имеющие в большинстве случаев в своем составе свободную соляную кислоту. Существенным недостатком кислотных флюсов является интенсивное образование коррозии паяных швов.
К химически активным флюсам прежде всего относится соляная кислота, которая употребляется для пайки стальных деталей мягкими припоями. Кислота, оставшаяся после пайки на поверхности металла, растворяет его и вызывает, появление коррозии. После пайки изделия необходимо промыть горячей проточной водой. Применение соляной кислоты при пайке радиоаппаратуры запрещается, так как во время эксплуатации возможно нарушение электрических контактов в местах пайки. Следует учитывать, что соляная кислота при попадании на тело вызывает ожоги.
Хлористый цинк (травленая кислота) в зависимости от условий пайки применяется в виде порошка или раствора. Используется для пайки латуни, меди и стали. Для приготовления флюса необходимо в свинцовой или стеклянной посуде растворить одну весовую часть цинка в пяти весовых частях 50-процентной соляной кислоты. Признаком образования хлористого цинка служит прекращение выделения пузырьков водорода. Из-за того, что в растворе всегда имеется небольшое количество свободной кислоты, в местах пайки возникает коррозия, поэтому после пайки место спая должно тщательно промываться в проточной горячей воде. Пайку с хлористым цинком в помещении, где находится радиоаппаратура, производить нельзя. Применять хлористый цинк для пайки электро и радиоаппаратуры также нельзя. Хранить хлористый цинк необходимо в стеклянной посуде с плотно закрытой стеклянной пробкой.
Бура (водная натриевая соль пироборной кислоты) применяется как флюс при пайке латунными и серебряными припоями. Легко растворяется в воде. При нагревании превращается в стекловидную массу. Температура плавления 741°С. Соли, образующиеся при пайке бурой, необходимо удалять механической зачисткой. Порошок буры следует хранить в герметически закрытых стеклянных банках.
Нашатырь (хлористый аммоний) применяется в виде порошка для очистки рабочей поверхности паяльника перед лужением.
Химически пассивные флюсы (бескислотные).
К бескислотным флюсам относятся различные органические вещества: канифоль, жиры, масла и глицерин. Наиболее широко в электро- и радиомонтажных работах применяется канифоль (в сухом виде или раствор ее в спирте). Самое ценное свойство канифоли, как флюса, заключается в том, что ее остатки после пайки не вызывают коррозии металлов. Канифоль не обладает ни восстанавливающими, ни растворяющими свойствами. Она служит исключительно для предохранения места пайки от окисления. Для приготовления спирто-во-канифольного флюса берется одна весовая часть толченой канифоли, которая растворяется в шести весовых частях спирта. После полного растворения канифоли флюс считается готовым. При применении канифоли места пайки должны быть тщательно очищены от окислов. Часто для пайки с канифолью детали следует предварительно облуживать.
Стеарин не вызывает коррозии. Используется для пайки с особо мягкими припоями свинцовых оболочек кабелей, муфт и др. Температура плавления около 50°С.
В последнее время широкое применение получила группа флюсов ЛТИ, применяемых для пайки металлов мягкими припоями. По своим антикоррозийным свойствам флюсы ЛТИ не уступают бескислотным, но в то же время с ними можно паять металлы, которые раньше не поддавались пайке, например детали с гальваническими покрытиями. Флюсы ЛТИ могут применяться также для пайки железа и его сплавов (включая нержавеющую сталь), меди и ее сплавов и металлов с высоким удельным сопротивлением (см. табл. 7).
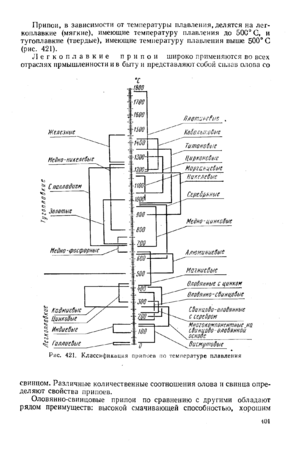
Как отличаются припои по температуре плавления
Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
Классификация

В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.

Таблица 1. Температура плавления припоев:
| Марка припоя | Температура плавления, С° |
|---|---|
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Состав паяльных сплавов

Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Припой для пайки
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.

Какие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.

Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.

Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.

Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.

Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки
электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.

Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.

Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.

Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.

Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Температура плавления припоя и технические характеристики

Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они широко применяются в нашей металлопромышленности: аббревиатура ПОС.
Для сборки самодельных устройств простейшей конструкции достаточно наиболее распространенного припоя ПОС-61 или подобного. Сплав можно добыть из старой печатной платы от электронного прибора и собрать его паяльником с паяных контактов.
Виды и характеристики припоев

Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.
Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.
Разновидность ПОС — ПОССу представляет собой оловянно-свинцовый сплав c сурьмой, и используется в автомобилестроении, в холодильном оборудовании, для пайки элементов электроаппаратуры, обмоток электромашин, кабельных изделий и моточных деталей; подходит для спаивания оцинкованных деталей. Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Как показывает таблица, ПОССу-61−0,5 больше всего подходит для замены ПОС-61, ведь температура его полного расплавления — 189 °C. Существует также припой совершенно не содержащий свинца, оловянно-сурьмянистый ПОСу 95−5 (Sb 5%, Sn 95%) с температурой плавления 234−240 °C .
Низкотемпературные припои

Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
Виды и температуры плавления легко- и тугоплавких припоев

Чтобы соединить вместе металлические детали, нередко используют пайку. Этот вид коммутации применяется в разных областях быта и производства. Зачастую работа осуществляется домашними мастерами или радиолюбителями. Метод актуален при ремонте компьютеров, телевизоров и даже холодильников. Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы. Их выбор зависит от материала обрабатываемых элементов.
Основные свойства
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.

Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Какой бы ни использовался припой, температура плавления у него должно быть меньше, чем у соединяемых элементов, но больше рабочих температур металла. Это необходимо для того, чтобы последний во время пайки не расплавился.
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы. Например:
- Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.
- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
- Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.
- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов. Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
- Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.
Разновидности припоя
Все виды припоев подразделяются на туго- и легкоплавкие. Последние востребованы при производстве радиоаппаратуры, пайке электронных элементов, а также для лужения радиомонтажных плат. Плавление осуществляется при температурах не больше +450 градусов. В основе таких материалов имеется цинк, свинец, олово и т. д.
В радиоэлектронике популярность приобрели изделия, которые плавятся при показателях менее +145 градусов. Для лужения плат нередко используют сплав Вуда или Розе. Работа с ними осуществляется при 70−95 градусах, они равномерно распространяются на плате, опущенной в кипяток.
В промышленных масштабах востребован ПОС — припой оловянно-свинцовый. Если в составе есть висмут или кадмий, в названии присутствуют буквы В или К. Цифра в конце маркировки указывает на долю олова по отношению к свинцу — чем меньше это значение, тем прочнее припой. Маркировка с буквой Ф свидетельствует о присутствии флюса в составе. Последние годы ввиду стандартов экологии в Европе чаще стали использовать материалы без свинца в составе.
Наиболее распространенные отечественные изделия и область их применения:

- ПОС-18 — часто применяется для лужения.
- ПОС-30 — пайка стали, а также меди и их сплавов.
- ПОС-50 — изготовление качественной пайки в радиоэлектронике.
- ПОС-90 — лужение деталей перед предстоящим золочением или серебрением. Не используют для обработки установок, которые функционируют на повышенных температурах.
- ПОС-40 и ПОС-60 — наиболее востребованы в радиоэлектронике. Для коммутации латуни и экранированных пластин используется материал с маркировкой 30. Изделия с содержанием флюса применяют для монтажа радиодеталей и производятся в виде проволоки толщиной 1−3 мм.

С тугоплавкими припоями в основном работают в промышленных масштабах для соединения твердых металлов. Температура плавления — от +450 до +800 градусов. В составе присутствует магний, медь серебро и никель. Эти припои отличаются высокой прочностью, но ввиду высоких показателей не применяются в бытовых условиях. Форма выпуска — слитки различных форм.
При изготовлении припоев особое значение имеют тугоплавкие изделия, в составе которых присутствует медь и серебро. Заводская маркировка — ПСР.
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва. При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы. Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:

- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.

Существует множество различных видов флюсов. Наиболее востребованные из них:
- Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
- Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.

Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств. Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В. Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:

- Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.

Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Кроме того, еще одним вариантом являются дуговые агрегаты. Они нагреваются при помощи электрической дуги, периодически возбуждаемой между наконечником и угольным электродом.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
Припои для пайки разных марок: состав и свойства, назначение и применение
Пайка – способ получения неразъемных герметичных соединений, широко применяемый в различных сферах промышленности и в быту. Он незаменим при монтаже радиодеталей и починке электроники, бытовой техники, различного оборудования. Припой – один из необходимых атрибутов пайки. Обсудим, что это такое, какие его разновидности существуют, и от чего зависит выбор марки материала.

Припой и флюс: что это такое и для чего они нужны?
Припой – легкосплавный или твердосплавный металл или сплав на основе олова, меди, свинца, цинка, никеля, кадмия, сурьмы и других составляющих, благодаря которым состав приобретает те или иные свойства. В процессе нагревания он переходит в жидкую форму. Припоем смазывают поверхности элементов, затем их соединяют между собой.
Он смешивается с основным материалом и после остывания твердеет, образуя прочное соединение. Температура плавления у припоя ниже, чем у материала соединяемых деталей, поэтому при его нагревании они не плавятся. Сплавы для пайки выпускают в виде проволоки, порошков, трубок, прутков, лент.

Важное условие получения прочного шва – качественная обработка соединяемых поверхностей. На них не должно быть жиров и оксидов металлов. Флюс – смесь жирных и органических кислот, масел и парафинов, которая удаляет загрязнения и обеспечивает надежную адгезию припоя к материалам детали. Он также препятствует образованию окислов непосредственно во время пайки, способствует равномерному распределению припоя, уменьшая поверхностное натяжение при его нанесении. Также флюс защищает соединяемые поверхности от воздействия окружающей среды.

Припои и флюсы различаются по назначению, химическому составу, рабочей температуре и другим свойствам, поэтому подбираются в каждом конкретном случае отдельно. Существуют также специальные паяльные пасты – смеси, сочетающие припой и флюс, а также пластификаторы и связующие вещества (органические смолы, разбавители).
Разновидности и марки припоев, их состав, назначение и применение
Существует множество разновидностей припоя, имеющих различный состав, характеристики и назначение. В соответствии с основной классификацией они подразделяются на тугоплавкие или твердые, и легкоплавкие или мягкие. Основное их различие заключается в температуре плавления, чем и обусловлена разница в сферах применения.
Тугоплавкие припои
Тугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля. Твердые припои используются, когда производится пайка материалов с высокой температурой плавления.
Из меди и цинка (ПМЦ-42, ПМЦ-53 и др.)
Такой припой используется для соединения медьсодержащих сплавов методом высокотемпературной пайки. Он высокопластичен и прочен, устойчив к коррозии, обладает высокой тепло- и электропроводностью. Температура плавления прямо пропорциональна содержанию в нем цинка. Самые распространенные типы такого припоя: ПМЦ-36, ПМЦ-42, ПМЦ-48, ПМЦ-54. Их сравнительные характеристики даны в таблице:

| Разновидность | Температура плавления, °C | Применение |
| ПМЦ-36 | 800 | Пайка бронзовых, медных, латунных деталей, не требующая высокой точности. |
| ПМЦ-42 | 830 | Пайка бронзы и латуни, в составе которой 60–68% меди |
| ПМЦ-48 | 865 | Пайка томпака и полутомпака, медных сплавов с концентрацией не менее 69%. |
| ПМЦ-53 | 870 | Пайка стали, меди, бронзы, томпака, полутомпака |
| ПМЦ-54 | 880 |
Из серебра (ПСр-70, ПСр-45, ПСр-25 и др.)
Серебряные припои, отличающиеся высокой температурой плавления и хорошей смачиваемостью, применяются для пайки стали, меди, серебра и других тугоплавких металлов. Они обозначаются аббревиатурой ПСр и цифрой, соответствующей содержанию драгметалла в составе (1–72%).
Чем больше число в маркировке, тем более прочным получится соединение. От него зависит и цена: высококонцентрированный припой обойдется недешево. В качестве дополнительных составляющих применяют никель, медь, цинк, свинец, олово. Для большинства таких сплавов характерна высокая прочность, вязкость и текучесть, стойкость к коррозии и окислению.
Припои с небольшим содержанием серебра (ПСр-1–25) применяются для лужения и пайки различных металлических деталей. ПСр30–45 позволяет получить более прочное соединение элементов из меди и ее сплавов, никеля, ковара, бронзы. Высококонцентрированные ПСр-70 и ПСр-72 имеют повышенную проводимость, прочность на разрыв и изгиб. Они подходят для пайки лезвий ленточных пил.
Из латуни (ЛОК-59-1-03, ЛОК 62-06-04)

Латунный припой позволяет получить высокопрочное, не боящееся перепадов температур, влажности и органических кислот соединение, однако работа с ним требует профессионализма и применения специальных инструментов, поэтому в домашних условиях им не пользуются. Он широко применяется при пайке латуни, нержавейки, стали, меди, никеля и других твердоплавких металлов на различных производствах. Для него характерна высокая температура плавления (900°C) и текучесть.
Наиболее востребованы латунные припои ЛОК 59-1-03 и ЛОК 62-06-04. Первый содержит 58–60% меди, около 1% олова и 0,2–0,4% кремния, остальное – цинк. Он применяется для газовой сварки латуни, пайки твердосплавных пластин, паяного режущего инструмента, наплавки углеродистых сталей. Разновидность ЛОК 62-06-04 (цифры также соответствуют проценту содержания меди, олова и кремния) широко используется в различных отраслях промышленности. Она незаменима при проведении сварочных работ, производстве трансформаторов, для изготовления латунной сетки.
Легкоплавкие припои из олова и свинца: ПОС-61 и другие
По сравнению с тугоплавкими припоями механическая прочность легкоплавких невысока. Несмотря на это, они часто используются при электро- и радиомонтажных работах. Они плавятся уже при температуре в 183–280°С. Мягкие припои производятся на основе олова и свинца в различных пропорциях с добавлением кадмия, висмута, сурьмы, цинка, таллия и других металлов.

Припои оловянно-свинцовые (наиболее распространенные) имеют марку ПОС, если в составе присутствует также сурьма (она повышает прочность) – ПОССу. Бывают также оловянно-свинцово-кадмиевые (ПОСК), оловянно-цинковые (ОЦ) и бессвинцовые припои. Самые распространенные марки:
- ПОС-10. Используется для пайки и лужения контактных поверхностей электроники (починка электроприборов, реле).
- ПОС-40. Отличается широкой областью применения. Применяется для операций, не требующих высокой точности. Используется при работе с оцинкованным металлом, электроаппаратурой и радиоэлектроникой, детали которой нельзя подвергать высокотемпературному воздействию. С помощью ПОС-40 устраняют дефекты в трубах и радиаторах, им паяют медные провода.
- ПОС-61. Еще один популярный вид припоя, который широко используется как в промышленности, так и в быту. ПОС-61 незаменим при ремонте радиокомпонентов, пайке печатных плат и других деталей, чувствительных к перегреву, починке радиаторов. Оптимален для пайки проводов.
- ПОС-90. Отличается самой высокой температурой плавления (220–265°С). Применяется при ремонте медтехники и пищевой посуды, пайке обмоток.
Как самостоятельно определить или расшифровать марку припоя?
В большинстве случаев расшифровать марку припоя несложно. Буква П обозначает слово «припой», другие – входящие в него компоненты (Ср –серебро, К – кадмий, М – медь, А — алюминий, Кр – кремний и т. д.). Если в материале присутствуют драгоценные и редкие металлы, маркировка начинается с них, даже если их доля составляет всего 1%. Далее следует цифра, соответствующая процентному содержанию компонента. Например, ПМЦ-36 содержит 36% меди, ПОС-61 – 61% олова.

В обозначении многокомпонентных сплавов при маркировке часто используется следующая схема: сначала идут буквы, обозначающие компоненты, затем – цифры, соответствующие их процентному содержанию (расшифровка марки МНМц 68-4-2: 63–68% меди, 4–5% никеля и 1,5–2,5% марганца). Бессвинцовые сплавы, набирающие популярность благодаря отсутствию токсичного элемента, маркируются по наименованию компонентов на латыни с указанием их содержания после соответствующих букв: Sn95,5Ag3,8Cu0,7 (трехкомпонентный олово-серебряно-медный сплав).
Определить примерный состав можно и по внешнему виду. Материалы с высоким содержанием цинка, олова или серебра окрашены в светло-серебристый цвет, свинца – в тусклый серый. Латунный, золотой и фосфорный припои желтые, медный имеет красный подтон. Если он обладает металлическим блеском, в нем много олова. Тугоплавкие припои на вид матовые.
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).

Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120. Последний активно используется при пайке проводов.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Припои

В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: “Было бы, чем паять…”
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод “добычи” актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.

Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 450°C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико. Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
Припои оловянно-свинцовой группы имеют температуру плавления 183 – 265°C.
Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).
И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок.
Припои, в которых много свинца очень пластичны.
Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.

ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 183°C, а полное расплавление достигается при температуре в 190°C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 190°C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 265°C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.

Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 (“Сплав 60/40” – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
| Припой | Начальная t° плавления (Солидус) | Полное расплавление (Ликвидус), t° |
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 189°C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 240°C.
Низкотемпературные припои.
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым “высокотемпературным” среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–145°C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 94°C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе “Состав” на упаковке.

Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 72°C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста.
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.

Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.

